This paper describes the causes of surface defects commonly found in the QPQ salt bath composite treatment of threaded fasteners, and puts forward corresponding corrective measures and preventive measures.
QPQ (Quench-Polish-Quench) is quenching-polishing-quenching, and its process is essentially low temperature salt bath nitriding + salt bath oxidation or low temperature nitrocarburizing + salt bath oxidation. In recent years, this new process and new technology has been widely used in the industrial field due to its excellent comprehensive performance: high wear resistance and super corrosion resistance, as well as micro-deformation, environmentally friendly and non-polluting properties.From the point of view of corrosion resistance, QPQ salt bath has incomparable advantages compared with similar processes such as high-temperature alkali boiling and blackening of residual temperature; however, production practice also shows that threaded fasteners often appear red in appearance during QPQ processing. Yellowing, hair coloring, whitening, dirt, impurities and many other undesirable surface defects. It is easy to absorb dirt on the slope of the thread or the bottom of the valley, and it is not easy to carry out pre-treatment (de-oiling, descaling, cleaning, etc.). In the nitrocarburizing process, the thread structure is also generally not very fluid, which tends to result in a thinner compound layer and many undesirable defects on the surface. Wu Qingjiang and Zhang Yongshun also found that when the material contains a large amount of Si in production, such as 27SiMn, 30CrMnSi and other materials, the appearance of the workpiece is very bright and red. Although this phenomenon does not affect the wear resistance and corrosion resistance of the workpiece, it affects the appearance of the workpiece.

At the same time, the fastener threads need to have a stable tolerance dimension to ensure good fit and interchangeability of the threads. When QPQ is processed, heating and cooling again will cause the stress to change, resulting in instability of the thread precision.
In view of this, it is necessary to systematically analyze and study the poor surface defects of the thread structure, establish its corresponding failure mode, and take targeted measures and countermeasures to effectively avoid the recurrence of similar problems.
1. Experimental materials
The test material (free-cutting steel Y40Mn) is a threaded fastener for double-head connecting parts of automotive parts. Its chemical composition (mass fraction, %): 0.42C, 1.4Mn, 0.25Si, 0.017P, 0.05Cr, 0.05N. Similarly, the amount of Si of Y40Mn is as high as 1.41 Mn, which is equivalent to the Si content of 27SiMn and 30CrMnSi described above, and belongs to a high Si product. In addition, the size is M24*l.5*11.0-M27*2*21.3-6g, the pitch is 1.5mm and 2.0mm respectively. In the standard metric thread, they are all fine threads with tolerance bands of 236μm and 280μm respectively.
2, the basic working principle of the experiment
2.1 The main process of the original QPQ process is
Degreasing → descaling → rinsing → preheating → nitriding → oxidation → polishing → oxidation → water cleaning → natural drying → immersion oil.
After several small batches of QPQ processing tests, the process flow and technical parameters of the product were determined.
2.2 The main process of QPQ processing after optimization is
Degreasing → descaling → rinsing → preheating → nitriding → oxidation → polishing → oxidative ultrasonic cleaning → forced drying → immersion oil.
2.3 Main technical parameters of QPQ processing technology after optimization
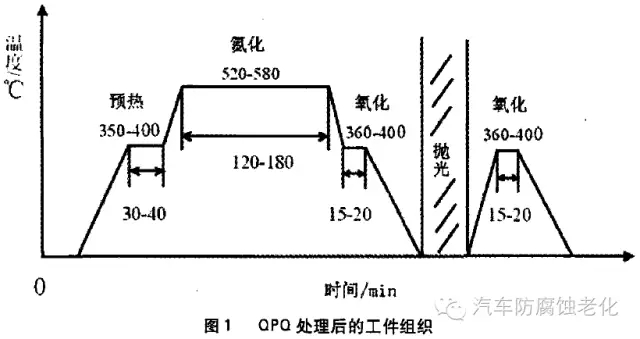
Preheating (air oven): 350-400 ° C, 30-40 min. Nitriding (salting furnace): 520-580 ° C, 2-3 h. Oxidation (salting furnace): 360-400 ° C, 15-20 min.
2.4 Optimized QPQ processing curve is
The optimized QPQ treatment processgraph
2.5 QPQ handles the basic role of each major process
Degreasing: The organic solvent-based cleaning agent is used to remove the oil on the surface, and the impurities on the surface of the part are also removed.
Rust removal: Acid scale or sandblasting should be used to remove oxide scale and oxide from the surface, so that the nitride layer is easily adsorbed on the surface of the substrate. Otherwise, it has penetrated into the oxygen atoms inside the metal, which will prevent the rate of nitriding during the nitriding process and affect the nitriding effect. At the same time, the scale and oxide can also contaminate the salt bath components, resulting in a large amount of solution impurities, so that the nitride layer is easily adsorbed on the surface of the substrate.
Preheating: The purpose is to dry the moisture on the surface of the workpiece to prevent the workpiece from carrying water into the nitriding furnace to cause salt bath sputtering. After the cold workpiece is heated, it is re-entered into the nitriding furnace, which is convenient for accelerating the nitriding diffusion speed and improving the nitriding effect.
Nitrocarburizing: Nitriding is the most critical process in the QPQ salt bath. An active nitrogen atom generated by decomposition of vanadate in the nitride salt penetrates into the workpiece to form a compound layer having high abrasion resistance and corrosion resistance and a diffusion layer resistant to fatigue on the surface of the workpiece. The reaction equation (1) is as follows:
2CN0-+02=C032-+C0+N2
4CNO-=C032-+2CN-+CO+N2
At the nitriding temperature (520-570 ° C) of the QPQ treatment, high concentration N and C atoms on the surface of the workpiece are expanded to form a diffusion layer. The reaction equation (1) is as follows:
(2-3)Fe+[N]=Fe2-3N
3Fe+[C]=Fe3CPrimary oxidation: The main function of the main oxidation process is to completely decompose the cyanide from the nitriding furnace and achieve environmental protection requirements. A black oxide film is formed on the surface of the workpiece to increase the corrosion resistance and improve wear resistance. The reaction equation is as follows:
2Fe+02=2Fe0
4Fe+302=2Fe203
Fe0+Fe203=Fe304Polishing: In view of the particularity of the threaded structural parts, the case has been sandblasted in this case, although the loose structure of the surface of the workpiece can be successfully removed. However, the small (diamond grain size of 0.2-0.3mm) remains between the thread teeth, which is extremely difficult to remove and contaminates the subsequent oxidation solution, which in turn causes the surface oxidation effect to be worse. After many experiments, the appropriate abrasive particles were matched to a particle size of about 1.3 mm. Moreover, the vibrating abrasive polishing method can better remove the residue in the nitriding process, and lays a good foundation for the subsequent oxidation to form a dense oxide film.
Secondary oxidation: After polishing the workpiece, the surface of the workpiece is restored to a uniform color appearance and the corrosion resistance of the workpiece is improved.
Therefore, the workpiece structure after QPQ treatment consists of three layers, as shown in Fig. 1: the outer surface is an oxide layer; the main component of the layer is Fe304. Its porous state structure can store oil, which has good corrosion resistance, can also improve the wear resistance, and also has the effect of beautifying the appearance. In the middle is a compound layer (white bright layer) whose main composition is Fe2-3N. It has excellent wear resistance and good corrosion resistance. The innermost layer is a diffusion layer, and the main composition is nitride. The main function is to improve the fatigue strength of the workpiece.
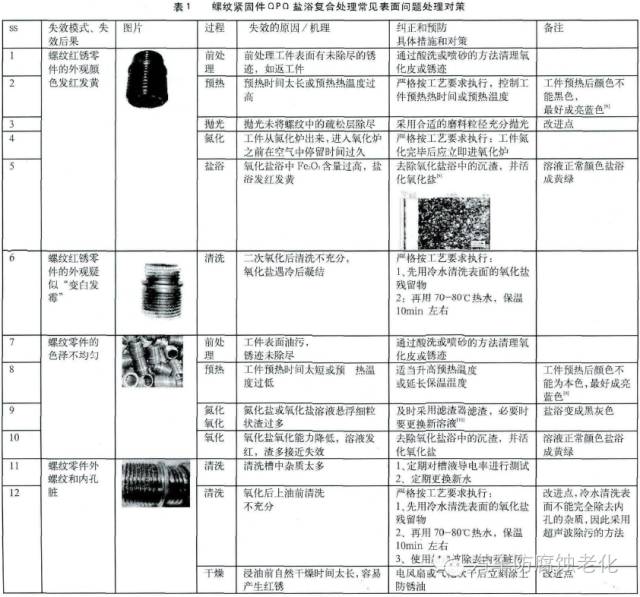
2.6 threaded fastener QPQ salt bath composite treatment common surface problem treatment countermeasures
The specific situation is shown in Table 1.
3 results
3.1 Visual inspection test standard: According to the relevant regulations: under the illumination of 500LX, the 300ntn light from the lamp should be observed by the naked eye, the color of the outer surface should be relatively uniform, and there should be no obvious spots, rust, redness, exposed bottom, clean the inner hole. No dirt. The results of the multi-batch of the rectified product indicate that the customer's appearance requirements are fully met.
3.2 pass stop test
The QPQ process adopts a special cartridge type to avoid the problem of surface exposed and thread damage caused by collision between parts in the whole process.
The 6g tolerance zone of the M24 and M27 threads is tested according to the national standard of the stop gauge and fully meets the requirements.
3.3CuS04 test
According to the test standard recommended by Li Huiyou, etc.: the non-angular portion of the workpiece is dripped with 10% CuS04 solution, and copper is not precipitated for 30 minutes, which means that there is a complete layer, and the rust prevention ability meets the requirements.
The actual result of each batch of products in the optimized process is that even if soaked with 16% CuS04 solution, red copper is precipitated for at least 90 minutes.At the same time, this is far superior to the porosity requirement of steel black oxide film of GB/T15519-2002. Copper is not precipitated by 3% CuSO4 droplet test or soaking for 30 seconds.
3.4 Salt spray test time
According to the IS09227 neutral salt spray test, red rust often appears first in sharp edges and corners, and the time is generally around 40h.
3.5 One-time pass rate
According to statistics, the previous pass rate of rectification was only about 75%; after entering the system rectification, the current pass rate is 100%.
4 Conclusion
Through the comprehensive analysis of the common problems of the processing of the threaded parts QPQ, the whole process of rectification not only improves the appearance quality of the threaded parts, but also saves the cost and time of rework, and also improves the customer's satisfaction. At the same time, only the actual production process is carefully observed, and the on-site analysis and research are conducted. According to the PDCA quality management method, the real cause of the problem can be found. After repeated trials, the best corrective and corrective measures can be worked out before the relevant points can be Curing in relevant work documents (work instructions and PPAP files, etc.) in order to continuously improve product quality.
Source: "Information Technology" (BOLANG Trading (Shanghai) Co., Shanghai 201702, author: Gao Jie Wen)
[Safety and Ultra Lightweight]-- NO overheating after using for hours. 45 degree tilting head reduces neck fatigue. Adjustable Strap makes your head get the best comfortable condition.
[Hands-Free Lighting]-- When your task requires both hands and a bright light with a wide beam, reach for the soft digits Headlamp. It produces 300-800 lumens of different light mode to as far as 200--500 meters, with high performance led Bulbs.
[Rechargeable and Waterproof]-- Compact and powerful USB rechargeable battery provides for 6 hours using time. There is no need to change batteries. It is very convenient for you to just charge it with the USB cable. IPX6 water resistant grade, it's safe to use even when it's raining.
[8 Modes&Motion Sense Function]-- Soft Digits Headlamp has 8 modes of lighting. You get the exact level of brightness(medium/high/flash) on main light and the side light. The motion detection provides you the convenience you need for any use in the dark. Easily change between modes.
Led Head Lamp,Cob Led Headlamp,Led Head Light,Led Headlight Flashlight
Ningbo Wason Lighting Technology Co.,Ltd , https://www.nbwasonled.com