1.3.2 Heat welding:
The time interval between heat welding and root welding should be less than 5 min. The purpose is to keep the weld at a higher temperature to improve the mechanical properties of the weld and prevent cracks. The speed of heat welding should be fast, and the angle of the transport bar should not be too large to avoid burnt through the root weld.
1.3.3 Filler welding:
The third and fourth passes are welded. In the specific work, the welding current can be appropriately increased according to the difference of the filling height, and the lateral or anti-moon can be slightly rotated. As with heat welding, the upper layer of welds must be ground with an angle grinder before welding to avoid defects such as slag inclusions due to dirty cleaning. In addition, a reasonable grasp of the angle of the electrode and control of the corresponding arc length is also the main premise to prevent the occurrence of defects.
1.3.4 Cover welding:
The slag cleaning and grinding treatment before the cover welding should be beneficial to the welding of the cover layer. By proper swinging of the welding rod, the sides of the groove can be covered to overcome the defects such as unfilled and undercut of the groove, and the coverage width is usually related. Specification and process implementation. The two welders should cooperate with each other when receiving the arc. One person must be welded to the 6 o'clock position after 5~10mm and then extinguish the arc.
In the welding of the above-mentioned layers of welds, it should be noted that the welded joints cannot overlap, and should be staggered by 20~30mm, and the welds of each layer should be cleaned by the angle grinder. The result of the cleaning should be beneficial to the welding of the next weld. Welding quality.
1.4 Welding environment:
Because the construction span of the project is large, the welding environment also varies greatly with the seasons. Therefore, it is required to be in rain or snow; the wind speed exceeds 8m/s or the sand weather appears; the relative humidity exceeds 90%; the ambient temperature is lower than - At 5 °C, effective measures can be taken before welding.
1.5 Weld inspection:
1.5.1 Weld surface quality requirements:
After welding, the welds shall be cleaned of slag, spatter and other debris according to the "Provisional Welding Procedures for Pipelines" (SY/T4071-93). There shall be no cracks, unfused, vents and clamps on the surface of the weld. Defects such as slag; undercut depth ≤0.5mm, cumulative length of undercut on both sides of any 300mm weld: ≤50mm; weld height 0.5~2.0mm, individual parts (the bottom of the tube is at the time of clock 5~7) More than 3mm, and the length does not exceed 50mm; the width of the weld is wider than 0.5~2.0mm on each side of the groove.
1.5.2 Non-destructive testing:
According to SY4065-93 "Quality Classification of Ultrasonic Flaw Detection of Butt Welds in Oil and Gas Steel Pipelines" and SY4056-93 "Radiation and Quality Grading of Butt Welds of Oil and Gas Steel Pipes" 100% Ultrasonic Testing and 100% Ray Detecting of Welds Class II is qualified.
1.6 Defect analysis and control:
In this project, a total of 3,401 welds were tested for DN700 steel pipes. The weld pass rate was over 93%. Compared with the previous years, the welding quality was significantly improved. In this project, the main types of defects are: incomplete penetration, unfused, concave, slag inclusion, pores, cracks, etc., and the distribution of Weld Defects is shown in Table 2:
Table 2 Distribution of welding defects
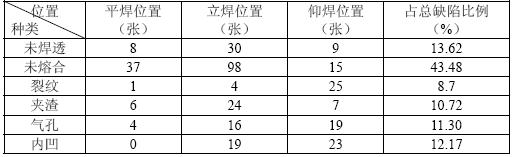
It is not difficult to see from the above table that in the vertical welding and overhead welding positions, the occurrence of cracks and concaves is high, especially the cracks appear more concentrated in the overhead welding position, which is related to the premature withdrawal of the mouthpiece after the initial positioning welding. Closed; the inner concave is due to insufficient arc blowing force during root welding, and the molten iron is caused by gravity, which has a certain relationship with the welder's skill level; most of the incomplete and unfused and steel tube pairs are wrong. There are certain factors related to the fluctuation of process parameters during welding, the level of the operator, the selection of the transport method, and the urgency of the work; the removal of the pores and slag and the environment, the selection of specifications, the preparation of the base metal and the welding consumables In addition, the cooling rate of the weld has a greater influence on the defect.
In the construction of urban gas underground pipe network, the underground environment is complex, which will inevitably result in more fixed ports and more pipe fittings. In order to avoid large stress concentration, choose to weld from the middle of the pipeline to both sides, or install the gate first, then start from the gate to both sides, try to keep one side of the steel pipe as a free end; at the same time, observe the geographical situation In the case of the slope of the steel pipe, whether it can be elastically laid or not; when welding under the pipe trench, the welder can be welded under relatively comfortable conditions by increasing the groove width; in addition, in the selection of the steel pipe The management of the operation process and the control measures for the adverse environmental conditions are all strengthened. For the situation of continuous defects and typical defects, the causes and corrections are analyzed in a timely manner, and the management of welding quality is strengthened from all sides.
In the specific construction of the project, due to the large number of participants, the working surface is large, and there are many welders on the job. From the perspective of ensuring the quality of the project, under the premise of the construction conditions, the construction work should be carried out as much as possible, for root welding and heat welding. The filling welding and the surface welding are all carried out by special personnel. It has been proved that the part of the welding seam rate is higher than other parts, which also has accumulated experience for future construction.
2. Postscript
The application of down-welding technology in the construction of gas pipeline network in our city has taken a solid step for the popularization of this technology. Practice has proved that this method can not only effectively improve the progress of the project, but also ensure the quality of the project. The method is easy to master and can be promoted and used in the construction of urban pipe network under the condition of permitting conditions.
Previous page
Printed Cold Forming Alu,Cold Formed Alu Foil,Cold Formed Blister Foil
Myriad Corporation , http://www.wxfoil.com