Third, the production practice of the engine cylinder cover lost foam casting process
1. Technical requirements
The cylinder head is made of HT250, the chemical composition is wCu = 0.6% ~ 1. 0%, wCr = 0. 3 % ~ 0. 5 %, tensile strength ≥ 250 MPa; castings need to be treated by eliminating internal stress, hardness is 187 ~ 255 HBS, the hardness difference is not more than 40 HBS (check near the valve seat hole); the casting fillet radius is not specified as 3 ~ 5mm, the draft angle is 1 ° ~ 2 °, the unfilled wall thickness is 5 + 1- 0. 5mm; water pressure test after processing, no leakage at 2 min under 0 MPa pressure.
2. Application of lost foam casting raw materials
The bead composition is ST MMA (80% P MMA + 20% EPS), which belongs to a high molecular polymer. In the production, pentane is used as an additive to cause the reaction to foam. Since the volatility of pentane is 27 °C (isopentane), the product is stored at <15 °C or directly refrigerated, and a perfect test method should be established to ensure that the pre-beads are pentane during molding. The content is from 8% to 9.5 %. The ST MMA original beads have a diameter of 0.3 to 0.5 mm and a pre-expansion density of 21 g/L. The hot melt component is a hydrocarbon resin having a flash point of 232 ° C, a density of 0.92 g / cm 3 , a solid content of 99 %, a color of amber, and sufficient bond strength below 82 ° C. The coating composition is an aluminosilicate refractory raw material, a demineralized water solvent, an organic substance fixing agent, an organic substance fluidity controlling agent, and a sterilizing agent. Before the coating paste is diluted, it is best to mix well and then place it overnight. The stirrer needs to have a variable speed motor and a container with a considerable capacity and buffer plate device. Do not wrap the air bubbles into the paste while stirring. In addition, the agitation speed can significantly affect the viscosity of the coating, so the agitation speed should be maintained after the desired speed for the best results is determined.
The reason why the ferroalloy lost foam casting uses the copolymer P MMA as the main raw material to manufacture the model, mainly has the following reasons:
(1) After the foam model is burned, the carbon residue in the casting is extremely small (≈0.05%), which usually does not cause damage to the microstructure of the casting, and the yield of the casting is high.
(2) The foam model has strong resistance to deformation and good elastic recovery performance (P MMA foam model can achieve more than 98% resistance to deformation and elastic recovery, while EPS foam model can only achieve 92% resistance to deformation and elastic recovery).
(3) Since the particle size of the copolymer P MMA beads can be easily formed (the minimum part wall thickness can be formed up to 4 mm in a large area, and the minimum initial wall thickness of the tapered section parts can reach 2 mm), the foam model has a strong forming ability. Increased freedom of product model design.
(4) Copolymer PMMA beads have strong shielding effect on foaming agent and can be stored for a longer period of time (original beads can be stored for more than 6 months, pre-formed beads can be stored for more than 3 months), and the system is improved. The economics of the model.
(5) The forming equipment of the copolymer PMMA foam model does not need to be specially designed. It is the same as the forming equipment used in the EPS foam model, and its curing time is short, the dimensional stability is good, and the production cycle is shortened.
(6) The copolymer PMMA foam model has a wide density range (21-32g/L) to meet the formability and castability. People can avoid the influence of carbon defects when selecting the copolymer PMMA beads. Considering other effective factors; while the EPS foam model has a wider range of forming densities, the density range for satisfying castability is narrower (20 to 22 g/L).
(7) The tensile strength, compressive strength and flexural deformation resistance of the copolymer PMMA foam model are similar to those of the EPS foam model, as shown in Table 1.

3. PMMA carbon residue analysis
The use of copolymer PMMA foam model material for lost foam casting has less carbon residue, mainly for the following reasons:
(1) PMMA contains a small number of carbon atoms, which can be seen from the composition of the monomer molecular structure. The ratio of PMMA to 2 - C4H6O2- ) n 2 - C7H6 - ) n is 5:8.
(2) The oxygen atoms contained in PMMA can carry away carbon atoms. When a molten metal is poured, an oxygen atom can combine with a carbon atom to form a CO gas escape type and carry away the carbon atom. There are two oxygen atoms in the molecular structure of each PMMA monomer, which means that two carbon atoms can be carried away. As a result, the ratio of the number of carbon atoms after pyrolysis becomes 3:8.
(3) The thermodynamic stability of PMMA is poor, which leads to rapid pyrolysis when it encounters high temperatures. However, EPS has a thermodynamic stability because it contains a benzene ring structure, which results in a slow pyrolysis rate when it encounters high temperature, and even if the benzene ring structure is pyrolyzed, it will be accompanied by a large amount of hydrogen gas. Carbon.
(4) The PMGI and EPS materials have different forms of pyrolysis. The former mostly escapes from the gas type. Even if a small amount of carbon black accumulates in the molding sand, it is easy to remove it by the sand-treated dust removal system, and the fluidity of the molding sand is not affected; while the latter mostly uses a viscous liquid. The form floats on the surface of the molten metal and stays for a long time, and is easily caught in the mold cavity together with the molten metal, thereby generating carbon inclusions. In addition, once the viscous liquid is retained in the molding sand, it also affects the fluidity of the molding sand.
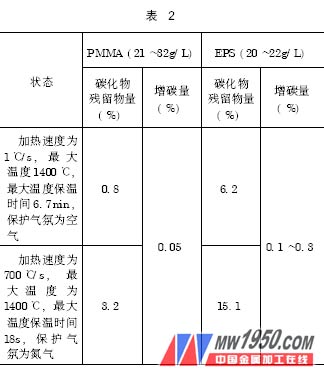
The residue content after burning of the two materials and the carbonation amount of the casting in different states are shown in Table 2.
Previous Next
The 20V 1200ml Cordless Battery-powered Paint Spray Gun make painting and varnishing much easier, with 30000 rpm speed,15Kpa working pressure.
No more tripping over cables or searching for the nearest power socket. With the cordless paint spray system, you can experience cordless freedom and enjoy an infinitely large action radius. For example, if you want to repaint your garden fence with as little effort as possible, the battery-powered paint spray gun offers you a number of advantages.
The Electric Paint Gun can spray 200DIN Latex paint, the atomization function will be best when using the 45-60DIN Latex Paint.
The material consumption speed is 484ml/min,when spray the Latex paint with 2.6mm Nozzle.
Paint with the HVLP Paint Sprayer, easy to paint the hard-to-reach areas and no need to clean the rollers and brushes.
Working close to the ground and painting overhead are easy for the Electric Paint Spray Gun.
You can spray on paint, varnish and glaze quickly, evenly and cleanly using as little material as possible – and it's also kind to your back, neck and shoulders.
Cordless Hvlp Paint Spray Gun,Cordless Brushless Paint Spray Gun,Cordless Hvlp Handheld Paint Sprayer,Cordless Hvlp Paint Sprayer
Ningbo Brace Power Tools Co., Ltd , https://www.cnbrace.com