Abstract 4, Milling Products At the booth of Mitsubishi Corporation of CIMT2015, we saw a face milling cutter named WSX445 (Fig. 10), which has four cutting edges on both sides and a large positive cutting angle. Both sex and lightness. Because the cutting is brisk,...
4. Milling products At the Mitsubishi booth of CIMT2015, we saw a face milling cutter named WSX445 (Fig. 10), which has four cutting edges on both sides and a large positive cutting angle. And lightness. Because the cutting is light, the cutting sound is relatively small. The second feature of the WSX445 face milling cutter is the chip removal design, which makes it difficult for the curled chips to collide with the blade. Another feature of the WSX445 face milling cutter is that there is a convex structure on the bottom of the blade groove on the blade body. The tapered protrusion can be embedded in the tapered counterbore of the blade locking hole, and can be suppressed in case of sudden breakage. Damage to the mounting surface and friction and wear of the tool body. 
Figure 10 Mitsubishi's WSX445 face milling cutter
At the show, Seco Tools introduced the T4-08 Corn Milling Cutter, which uses the same thick blade as the end mill (Figure 11), which guarantees efficient cutting. The corn milling cutter is fully toothed in the arrangement of the teeth, and the blades on one of the chip pockets are axially overlapped to form a complete machined tooth line. The end teeth of the T4-08 corn milling cutter and the teeth farther from the end face have different insert groove angles. This is because the end teeth have to undertake the task of plane machining, and there is a tool back angle on the end face and a far corner from the end face. The blade does not have this task. 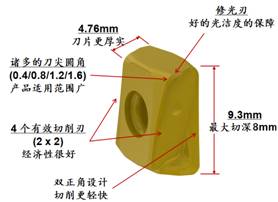
Figure 11 Seco's T4-08 blade
Lanzhi King Kong also exhibited an end mill with a negative-cut blade. The cutter is economical and has sufficient cutting edge strength to handle heavier cutting loads. The company also exhibited a multi-dimensional adjustable milling cutter that is available in 3-dimensional adjustable (axial, radial, lead-angle) versions in addition to 2D adjustable. Zhuzhou Diamond also exhibited a fully upgraded flat-mounted negative-blade milling cutter, including FMA11 series with negative square inserts (8 blades per blade) and negative rectangular inserts (4 cutting edges per blade) The 90° lead angle milling cutter EMP13 series and the negative large feed milling cutter FMP12 series. In addition, Zhuzhou Diamond also introduced a carbide end mill with interchangeable head. The cutter head has high precision and consistency; the taper thread interface is safe, reliable and high in strength.
Vargas has introduced a new type of thread milling cutter (Fig. 12). The single-blade head-type thread milling cutter is connected differently from the original end-key driving mode. The overall shape of the insert is the same as that of the cutter. The drive connection structure can withstand the driving force and the blade is safer.

Figure 12 The new threaded milling cutter model of the interchangeable head exhibited by Vargas
5. The tap exhibited two modular taps (Fig. 13) on the stand of the company, which are the modular cutting tap XChange and the modular extrusion tap. According to the company, XChange is the world's first modular carbide tap that combines a steel shank with a carbide tip with a patented joint. XChange's carbide threaded inserts are a combination of ultra-fine grained carbide and high-performance coatings for fast cutting speeds and long tool life. The flexible steel handle ensures the stability of the tool and provides exceptionally high efficiency. 
Figure 13 Modular taps exhibited by Blue Flag
One of the most eye-catching tap products in this year's show is the Emch Franken's PunchTap tap (Fig. 14). It can be said that this is a very innovative and even revolutionary tap product, which we might call it "Plug the tap". PunchTap subverts the traditional threading process. The biggest difference with all taps in the past is that the tap rotates only half a turn when machining the thread. The machining process is divided into three steps: punching (inserting) → pressing → exiting. 
Figure 14 Emk Franken's PunchTap Tap
6. Gear cutters have fewer internal gear hobs, while carbide internal gear hobs are less common. At this exhibition, Lanzhi exhibited an indexable carbide internal tooth hob developed by its company (Fig. 15). The company specializes in providing tailor-made solutions for its customers, and indexable inserts that can be indexed multiple times are tailored for a variety of applications. The internal tooth hob has eight cutting edges for the indexable insert for the tooth side machining portion. (Hand writing: Yang Xiao) (To be continued) 
Figure 15 Internal tooth hob and detail structure exhibited by Lanzhi Company
Led Downlight Emergency Conversion Kit
Led Lamp Emergency Power Supply,Led Battery Ballast ,Led Battery Backup Driver,Led Driver With Battery Backup
Foshan Nai An Lighting Electric Co.,ltd , https://www.ledpowerpack.com