
The machining of the rotating shaft is more common in machine tool processing, but there is often a case where the machining of the rotating shaft requires not only the turning but also the grinding and finishing of the outer circle. For some small rotating shafts, many machining units have corresponding machining equipment for grinding and grinding machines. When encountering the machining of some large shafts, there is a possibility that the turning processing can be performed, and the grinding processing equipment cannot meet the processing requirements, and the maximum machining length or the maximum rotation diameter of the equipment is smaller than the size of the workpiece and cannot be processed. And when the processing task of the rotating shaft is small and the production delivery time is tight, it is not only economically uneconomical to add new grinding machine processing equipment, but also the delivery time is too late. In this case, the general company's lathe processing capacity is sufficient. For this reason, it is necessary to replace the grinding machine with a lathe for processing (referred to as a car for grinding), that is, adding small auxiliary equipment on the lathe to realize the outer circle of the shaft. Processing, in order to achieve the grinding process requirements of the shaft, reduce the addition of grinding equipment, and meet the delivery time of the workpiece in time.
There are many ways to use the car to grind, and three of them are discussed here.
Rolling processing
(1) Rolling processing principle: Using a special rolling tool, a certain pressure is applied to the surface layer of the part to deform the metal of the surface of the part, thereby reducing the surface roughness value of the workpiece and strengthening the surface performance. It is a chipless processing method.
(2) Features of rolling processing: 1 can reduce the surface roughness value of the workpiece by 2 to 4 on the basis of the original stroke, which is several times to several times higher than the efficiency of other processing methods. 2Rolling processing can carry out most of the rough grinding, fine grinding and super fine grinding. The surface roughness of the workpiece after rolling can reach Ra=0.4μm. 3 The surface after rolling processing is strengthened by extrusion, which is beneficial to improve the wear resistance and contact fatigue strength of the surface of the part. At the same time, the rolling process can avoid defects such as surface burn caused by grinding heat. 4 Rolling processing tools are simple, easy to manufacture, and easy to operate. Rolling can be performed on a general lathe.
(3) Carbide outer rolling tool: Figure 1 shows the carbide outer rolling tool.

figure 1
1. Back cover 2. Bearing 3, 7. Washer 4. Mandrel 5. Body cover 6. Screw 8. Roller 9. Knife body spindle
(4) Schematic diagram of rolling processing: Figure 2 shows a schematic diagram of rolling processing.
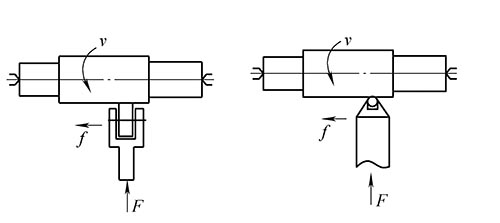
(a) Roller rolling (b) Ball rolling
figure 2
(5) Rolling cutting parameters: rolling speed vc=60~250m/min (if possible, increase as much as possible); feed rate f=0.1~0.2mm/r (should be rolled in one feed); The pressure interference amount t is over 0.4 to 0.5 mm; the actual pressing amount is t = 0.02 to 0.04 mm.
(6) Note: 1 The shape accuracy and positional accuracy after rolling mainly depend on the previous process. 2 The radial runout of the roller should be <0.01mm, and the end face should be perpendicular to the axis. 3 Roller extrusion part surface roughness value Ra≤0.4μm. 4 When rolling, the axis of the roller should be inclined at an angle of about 1° to the axis of the workpiece. 5 The roller and workpiece surface should be kept clean and free of oil.
2. Abrasive belt grinding
(1) Principle of abrasive belt grinding: Using a special abrasive belt grinding tool, it is mounted on the lathe tool holder to grind the surface to be machined, thereby reducing the surface roughness of the workpiece and realizing the grinding of the shaft. Cutting requirements. The grinding mechanism is similar to grinding wheel grinding.
(2) Characteristics of abrasive belt grinding: 1The grinding of the abrasive belt has the characteristics of “cold state†grinding. The grinding heat generated by the grinding is less, the heat dissipation is good, and the workpiece is not easily burned. 2 The surface residual stress and surface hardened layer depth of the workpiece grinding by the abrasive belt are lower than that of the general grinding wheel, and the grinding conditions are stable. 3 Abrasive belt has certain softness, can be reversed to the surface grinding to process various complex curved surfaces, and has better running and polishing effect. The surface roughness of the workpiece can reach Ra=0.2~0.8μm. 4 grinding ratio is high. Abrasive belt grinding has a grinding ratio of up to 300:1 or even 400:1. 5 The equipment is simple, no need to balance and trim, low manufacturing cost and safe operation. 6 After the workpiece is positioned once, the belt can be replaced multiple times to complete the machining.
(3) Grinding belt grinding diagram: Figure 3 shows the grinding belt grinding process.

image 3
1, 6. Workpiece 2. Abrasive belt 3. Belt pulley 4, 8. Contact wheel 5. Reel pulley 7. Tension pulley
(4) Abrasive belt grinding process parameters: belt speed vs=12~30mm/s (low grinding speed, high grinding speed); workpiece speed vw=20~30m/min (low grinding speed, fine grinding speed) High); contact pressure must be selected according to the material of the workpiece, heat treatment condition, grinding allowance and surface roughness after grinding. Generally, 50~300N is selected; the axial feed amount fa and the backing knife amount ap are selected, coarse grinding When the time is larger, the fine grinding should be smaller. When the alloy material or workpiece precision and surface roughness are high, the choice should be low. Regarding the choice of grinding allowance, the higher the hardness of the workpiece, the rough surface of the workpiece before processing. The lower the degree, the smaller the grinding allowance should be.
(5) Dressing of the belt: Under normal circumstances, the belt does not need to be trimmed, but it must be trimmed before the new belt is used for fine grinding. Because the contour of the new abrasive belt is not ideal, it can be trimmed to prevent a few protruding abrasive particles from scratching the surface of the workpiece, so that the abrasive particles can directly enter the medium-term optimal grinding stage. The test piece or other workpiece can be ground once, or it can be rubbed with a sanding cloth and a belt. However, it should not be too strong to cause the abrasive grain to fall off prematurely.
3. High speed grinding head processing
(1) High-speed grinding head processing principle: The high-speed grinding head device consists of a high-speed motor and a rotating small grinding wheel spindle. The high-speed motor drives the small grinding wheel to rotate at a high speed, and the whole device is mounted on the lathe tool holder to grind the surface to be machined. Therefore, the surface roughness value of the workpiece is reduced, and the grinding processing requirement of the rotating shaft is achieved. The grinding mechanism is the same as the grinding of the grinding wheel.
(2) Features of high-speed grinding head processing: 1 high-speed grinding head is installed on the lathe, which can make the lathe have the function of grinding machine, can carry out automatic cutting, multiple feeding grinding and so on. 2 The speed of the high-speed grinding head reaches 5 000r/min, and the high-speed rotation speed of the small grinding wheel can reach 10 000
r/min can make the surface roughness of the machined surface reach Ra=0.4-0.8μm. 3 When the high-speed grinding head is machined, it can be fed multiple times, and the dimensional accuracy of the machined parts is controlled accurately. 4 Grinding fluid should be added during processing so that there is no burn on the machined surface. 5 The equipment is simple, can be reused once, and has low manufacturing cost and convenient operation and safety. 6 After the workpiece is positioned once, all the grinding on the shaft can be completed.
(3) High-speed grinding head processing: Figure 4 shows the schematic diagram of high-speed grinding head processing.

Figure 4
1. High speed motor 2. Grinding wheel guard 3. Small grinding wheel
4. Workpiece shaft 5. Small pulley 6. Large pulley
7. Main shaft 8. Pulley guard
(4) Process parameters of high-speed grinding head: grinding wheel speed vs=80~120mm/s
(The size of the grinding wheel is different, and the rotation speed is also different); the workpiece speed vw=10~15m/min
(The workpiece diameter is large, the speed is low, and the workpiece diameter is small, the speed is high); the feed rate f=
0.04 to 0.10 mm; grinding allowance t = 0.15 to 0.30 mm.
(5) Precautions: 1 The high-speed grinding head device has high manufacturing precision requirements, and the vibration requirements of the device are also high. The vibration speed of the grinding head should be no more than 1.0mm/s, and the radial runout of the main shaft is not more than 0.005mm. 2 The diameter of the small grinding wheel should not be too large, and it should be no more than 220mm. 3 After the grinding head is installed on the lathe, the grinding wheel should be synchronously trimmed to ensure that the grinding wheel plane is parallel to the processing surface. 4 Grinding fluid should be added during processing.
4. Conclusion
Through the introduction of the above three kinds of car grinding processing technology, it can be seen that each of the three processing technologies has advantages and disadvantages, which can be selected according to the actual situation, and can meet the requirements of replacing the grinding machine with a lathe, and realize small investment to solve big problems. purpose.
references:
[1] Li Bomin, Zhao Bo. Modern Grinding Technology [M]. Beijing: Mechanical Industry Press, 2003.
The Cordless Power Tools is convenient to use at anywhere, wireless power supply, Battery is rechargeable, and can be used with different Brand Battery Platform.
No more tripping over cables or searching for the nearest power socket.
Cordless Power Tools,Cordless Power Tool Combo Kits,Home Power Tools Cordless,Cordless Garden Power Tool,Rechargeable Cordless Power Tool
Ningbo Brace Power Tools Co., Ltd , https://www.bracepowertools.com